全国服务热线:17333794846

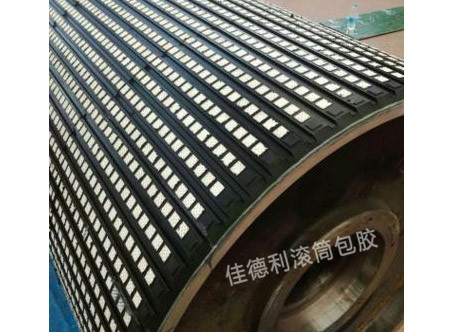
滚筒包胶的制造工艺:
一般在滚筒的主轴方面,按受载情况,可以分为以下两种:
1)心轴只承受弯矩,如改向滚筒组的轴;
2)转轴同时承受弯矩和扭矩,如传动滚筒组的轴;
轴的材料一般是经过轧制或锻造的碳素钢或合金钢,通常的材质是中碳钢,四十五号钢最为常用的,对于受力较大且尺寸受到限制的轴,以及某些特殊要求的轴可用合金钢,选用材质为四零铬,根据需要,轴一般需经过热处理或表面强化处理,以提高其力学性能和耐磨性等,在一般温度下,合金钢和碳素钢的弹性模量相差很小,故采用合金钢不能提高轴的刚度;
轴的材质方面一般会经调质处理,对于传动滚筒组,当轴强度指标不满足要求时也可选择合并经调质处理,并按对称循环弯曲许用应力校核;
筒皮设计技术要求为:
1)筒皮卷曲时必须顺着钢板的轧制方向;
2)接头处的错边量不大于1毫米;
3)滚筒包胶后的纵向焊缝必须进行超声波或X射线探伤检查:
①超声波探伤进行10%,焊缝达到标准中的二级;
②射线探伤从一端开始探总长度的20%,焊缝达到国标二级,如不合格探伤长度加倍,加倍仍不合格则进行全长探伤,直至符合要求;
4)筒皮卷好后的圆度公差应不超过0.5;
5)材质:Q235型钢,屈服强度为235牛/平米;
对于中型滚筒组及轻型滚筒组,当轮毂处外径大于220mm时,用铸钢,对于轻型滚筒组,当轮毂外径小于220mm时,采用热轧圆钢,应符合国家标准;
上一条 : 大庆市滚筒包胶冷粘包胶工艺被广泛应用
手机:17333794846
电话:13651193892
邮箱:206886575@qq.com
地址:河北省沧州市泊头市经济开发区