全国服务热线:17333794846

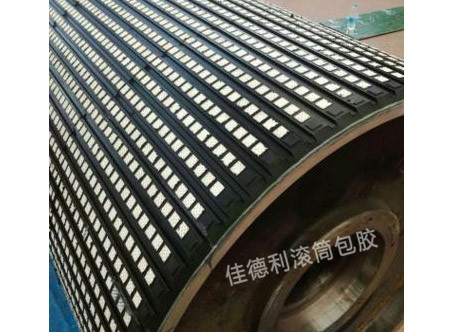
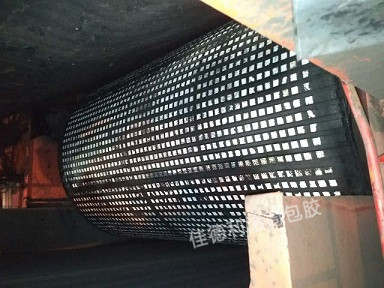
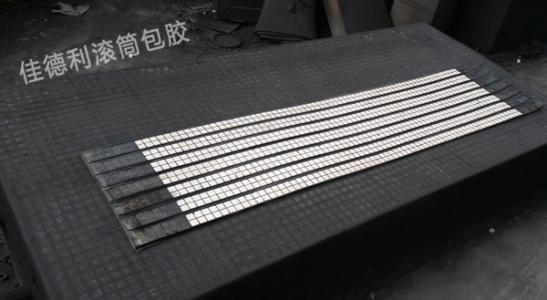
滚筒包胶主要有三种包胶方式,即传统的热硫化滚筒包胶、瓦壳式滚筒包胶以及新型的冷硫化滚筒包胶。热硫化包胶方式热硫化包胶的工艺是将滚筒全部拆解完毕,将筒皮在车床削约2-3mm深的螺纹沟槽,涂刷两层粘接剂(铁性粘接剂、橡胶粘接剂),然后将生胶板压实在滚筒筒皮上,入硫化蒸汽炉加热180℃硫化,硫化完成出炉后上车床削包胶花纹,然后才可以组装轴、紧定套、轴承座等。一般这种工艺工期较长,而且经过硫化罐的热硫化处理工期较长,也容易出现问题,放入硫磺的剂量也影响到胶板的质量,且不能现场处理,相对来说需要耗费大量的人力物力。瓦壳式包胶方式瓦壳包胶通常分为压条式瓦壳包胶、螺栓连接式瓦壳包胶。瓦壳式包胶由瓦壳式胶板以及压条构成,压条在安装时焊接在滚筒上并压紧瓦壳式胶板。相对来说对滚筒表面有一定的伤害,且容易与空气水分发生反应,发生生锈等现象的发生。冷硫化包胶方式冷硫化包胶工艺是将滚筒筒皮用角磨机除锈,涂刷胶板厂家生产的涂刷粘接剂,如常用的冷粘胶水,sk313,之后将轧制成型的胶板直接粘接在滚筒表面,包胶过程中不必将滚筒拆卸,可现场进行包胶处理,且即修即用,相对来说,在节省人力物力的同时,提高了滚筒包胶的效率,间接降低了企业的施工成本,这也是冷硫化滚筒包胶方式越来越普及的原因。综上来看,这三种方式各有其优缺点,不过从施工效率以及成本来看,新型冷滚筒包胶方式更为可取。
上一条 : 绵阳市陶瓷滚筒包胶特别适合潮湿的工作环境。
手机:17333794846
电话:13651193892
邮箱:206886575@qq.com
地址:河北省沧州市泊头市经济开发区